Schneiden eines Scope-Rocker-Teils (rechte und linke Hälften) incl. des V´s in der Bodenkuve

Hier wird die Outline geschnitten, beide Hälften in einem Schnitt

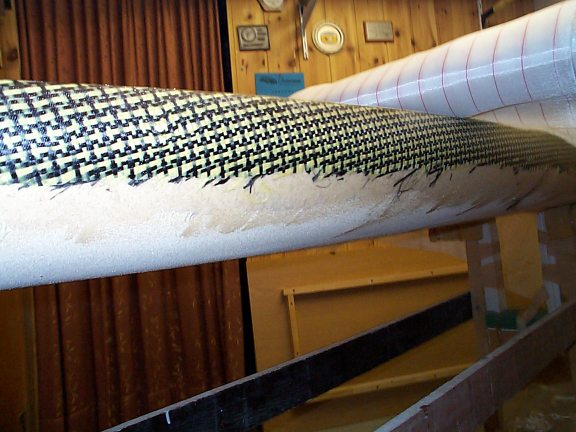
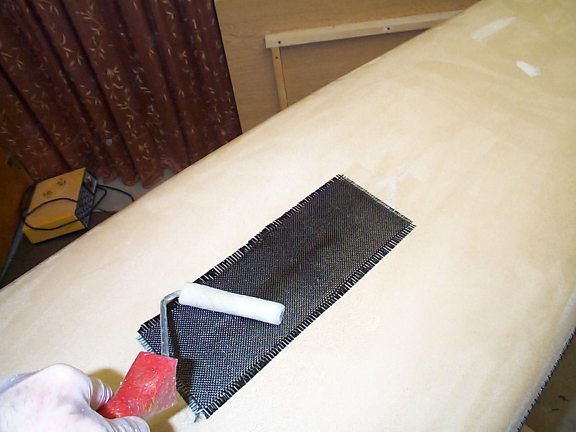
Die beiden Board-Hälften wurden mit unidirektionalem Kohleband verklebt. Hier ist die Unterseite mit 80gr-Glas und 140g Harz laminiert, zwei Kohlebänder sind auflaminiert. Die PVC Platte wird trocken auf das das Laminat gelegt und fixiert (2 Nägel).

Jetzt kommt das Board in den Foliensack, das Dichtband und der Anschlußschlauch sind zu erkennen. Die große Luftmenge kann mit dem Staubsauger abgesaugt werden, geht schneller.

Der Foliensack muß wie gezeigt gespannt werden, nur so gibt es einen gleichmäßigen Anpressdruck für die PVC-Platte.

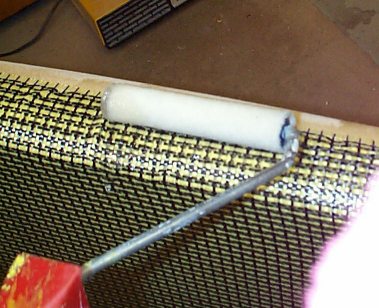
Das Vakuum presst die PVC-Platte jetzt mit 0,3 bar Unterdruck an. Unterdruck mehrfach kontrollieren! Der Streifen Glasgewebe dient als luftführende Schicht zum Schlauch.

Die Unterseite ist fertig und die PVC-Platte kann mit der Outline verschliffen werden.

Das "Tucked Under Edge" wird angezeichnet und mit dem Klingenmesser eingeschnitten.

Die erste Phase auf dem Deck wird in Form einzelner Punkte aufgetragen und mit dem Tesa-Maler-Tape verbunden. Jetzt hat man eine Führung für den Freihandschnitt mit dem Heißdraht.

Der Schnitt der ersten Phase mit dem Heißdraht. Tape-Trick hab ich von Jürgen Wendling abgespickt, er projektiert aber nur noch Windkraftanlagen :-)

Die erste Phase wird anschließend sofort verschliffen.

Hier ist schon die zweite Phase auf dem Deck geschnitten und zum verschleifen fertig.

Das zuvor eingeschnitte "Tucked Under Edge" wird jetzt fertiggestellt.

Die obere Kante des "Tucked Under Edge" wird angezeichnet und mit Tape markiert und dann die dritte Phase angeschliffen.

Die drei verschliffenen Phasen, bis hier geht alles noch völlig mit kontrollierbarem System.

..nochmal die drei Phasen die angebracht wurden.

Die erste Phase ist mit dem ebenen Teil in Boardmitte gerundet verschliffen.

Zwischen erster und zweiter Phase wurde eine weitere Phase angebracht. Das ganze wird jetzt schon runder an den Rails.
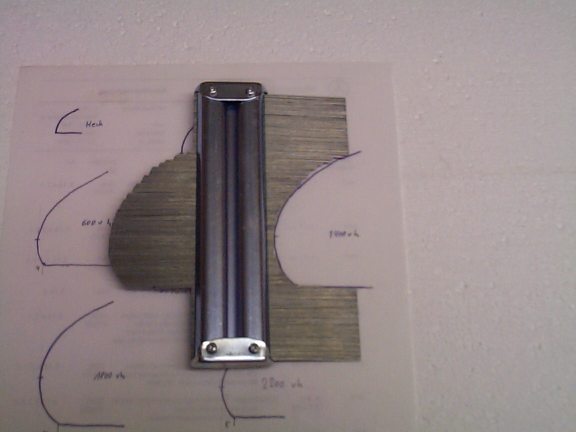
Eine Profillehre kann hilfreich sein, gibt es im Tischler- bzw. Holzhandel.

Zwischen der zweiten und dritten (unteren) Phase wurde eine weitere angeschliffen. Jetzt kann alles verundet und kontrolliert werden.

Hier die verwendeten Werkzeuge: Großer und kleiner Schleifklotz, Schleifpapier mt Schaumstoffrücken, wird unter den kleinen Schleifklotz gelegt und für die Rundungen verwendet. Das Board ist fertig verschliffen.

Das Board ist fertig verschliffen und die PVC-Platte muß angepasst und vorgeformt werden. Spanngurte leisten hier Hilfe.

Die PVC-Platte wird mit dem Heißlufföhn erwärmt und mit der Hand angeformt. Am Heck muß eingeschnitten werden. Lieber zu viel einschneiden und später auffüttern (wegen Stauchungsgefahr).

Die Oberseite wid mit 80gr-Glas und den Kohle-Kevlar Verstärkungen mit 220g Harz laminiert und dann die vorgeformte PVC-Platte trocken aufgelegt. Es hält nach dem aushärten, wenn man es erst auch nicht glauben kann.

Jetzt muß der Foliensack sehr sorgfältig um die Kante gezogen werden. Es dürfen sich keine Stauchungen in der PVC-Platte ergeben, welche sonst an diesen Stellen zu geringerem Anpressdruck führen würden. Unterdruck langsam erhöhen und immer wieder den Foliensaack nachziehen.

So sollte der Foliensack um die Kannte gezogen werden. Lange Fingernägel können Löcher ergeben.

Das Vakkum hat ca. 0,35 bar Unterdruck. Der Unterdruck sollte ca. 24Std. anliegen, wenns gut warm ist, reichen auch 15Std. Je nach Harztyp auch weniger. Verwende langsames Harz.

Die PVC-Platten sind oben und unten auf den Board. Die Aussparungen für die Powerbox, die Mastspur und die Schlaufen-Plugs wurden mit der Oberfräse paßgenau ausgefräst.

Hier die Inserts, die Powerbox ist ebenfalls Eigenbau mit viel Balsaholz und Kohlefasern.

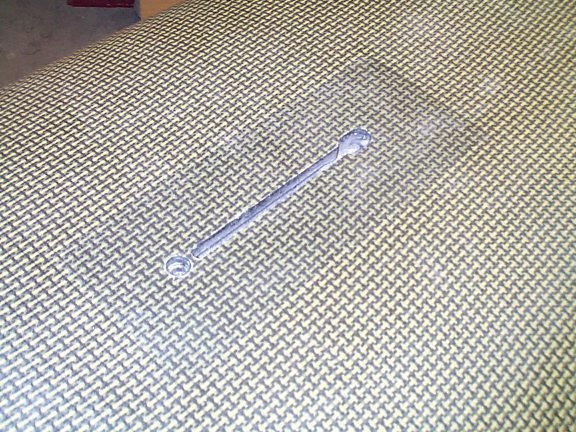
So wird die Powerbox mit 50g Harz, Glass Bubbles (Microballoons) und etwas Baumwollflocken eingeklebt. Die PVC-Platten sind noch nicht verschliffen.

Hier wird die Mastspur mit Harz und Glass Bubbles eingeklebt. Für Plugs und Mastspur werden 40gr Harz benötigt.

Die eingeklebten Inserts sind jetzt verschliffen. Nachdem alle Feinheiten verspachtelt (Acryl-Leichtspachtel) sind muß alles noch fein säuberlich verschliffen werden. Diese Arbeit erspart viel spachteln und schleifen nach dem dem laminieren.

Auch die Powerbox ist jetzt mit der Unterseite verschliffen. Sieht wegen dem Kohlestaub der Powerbox etwas rustikal aus.